
10 Frequently asked Questions about Designing a Liquid Filling Line - Part 3
May 12, 2026
10 Frequently asked Questions about Designing a Liquid Filling Line - Part 3
A complete liquid filling production line is a coordinated system of machines that must be designed as one process—from bottle infeed through palletizing—to achieve safe, repeatable, high‑OEE production, especially when handling caustic or hazardous liquids.
- What information do I need before designing a liquid filling line?
You should define your products (including corrosivity and viscosity), containers and closures, required speeds, changeover frequency, and any hazardous‑area or sanitation requirements.
- Why use a monobloc filler‑capper instead of separate machines?
A monobloc reduces floor space, bottle transfers, and interfaces, improving efficiency, accuracy, and changeover time compared with separate filler and capper units.
- How do I size the line speed for my operation?
Start from the required bottles per shift or year, then select a filler‑capper capacity and coordinate the unscrambler, cleaner, labeler, case packer, and palletizer to run at compatible or slightly higher nominal speeds.
- What special design features are needed for caustic products?
Use corrosion‑resistant materials, sealed or purged electrical enclosures, robust containment and drainage, and components rated for any hazardous classification that applies.
- How are the machines controlled as one system?
A line‑level PLC and HMI exchange run, fault, starve, blocked, and speed signals with each machine, coordinating conveyors, accumulation, and safety circuits for smooth operation.
- What role does accumulation play in line performance?
Accumulator systems buffer product when a downstream machine pauses, preventing upstream shutdowns and significantly improving overall line uptime.
- How accurate can modern liquid fillers be?
With appropriate filling technology and controls, modern systems routinely achieve high accuracy for a wide range of viscosities while maintaining high speeds, especially with servo‑driven volumetric or flow‑meter fillers.
- Can one line handle different bottle sizes and products?
Yes, provided the machines are specified with the right adjustment ranges, change parts, and recipe‑based settings; design for changeover from the start if SKU variety is important.
- What are the main safety concerns with hazardous or caustic lines?
Key risks include chemical exposure, slips, and ignition in classified atmospheres; mitigations include proper enclosures, intrinsically safe devices, spill management, guarding, and operator training.
- How long does it take to commission a new line?
Timelines vary with complexity, but allowing sufficient time for installation, integration, FAT/SAT, and operator training is critical to achieving nameplate speed and reliability.
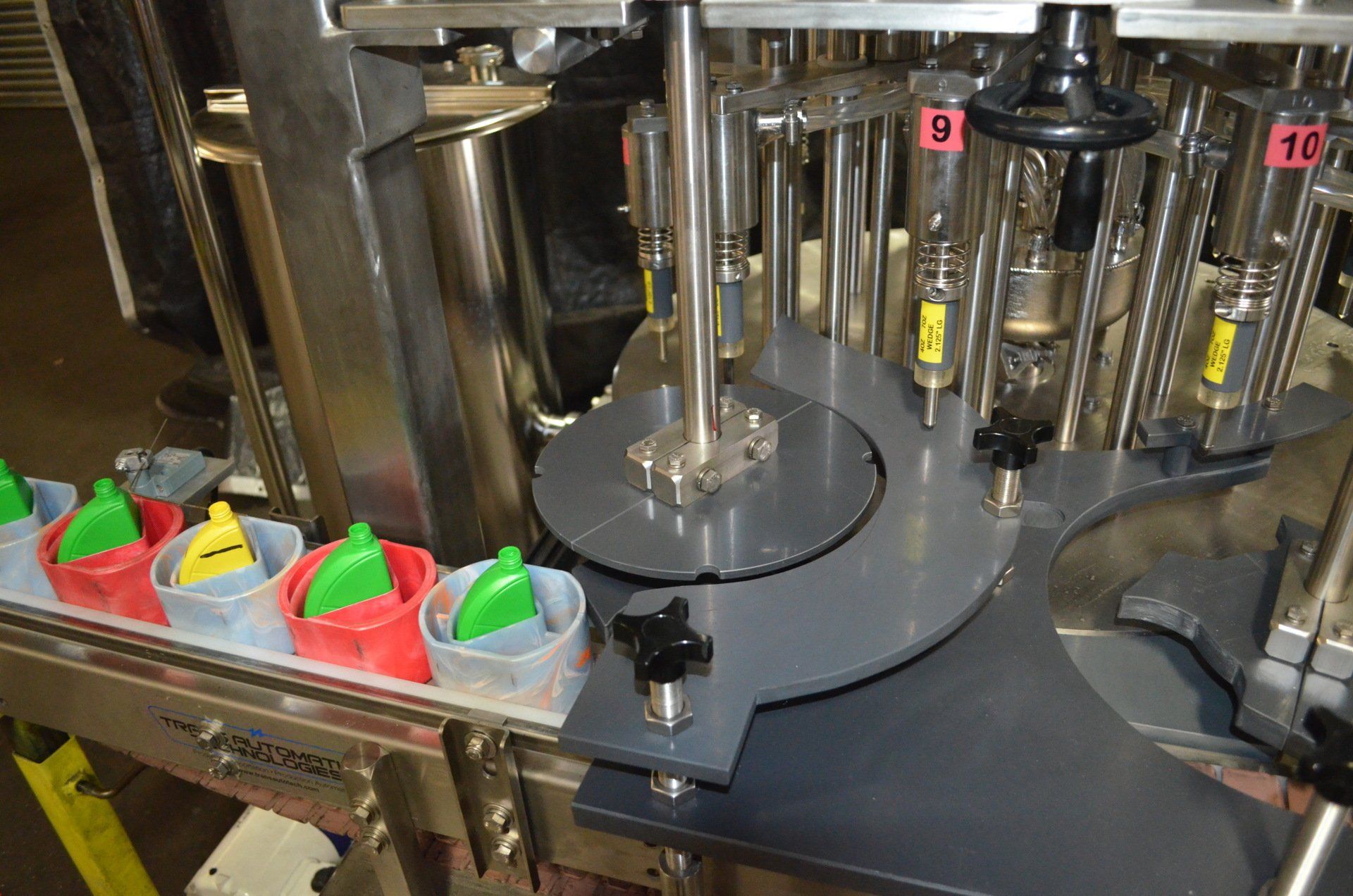
- How should uncapped containers filled with caustic product be handled?
When handling uncapped containers filled with caustic or hazardous liquids, it is critical to minimize agitation and mechanical interaction to prevent splashing or spills. In these cases, properly capped containers can be diverted onto a parallel conveyor, allowing uncapped containers to remain on the main conveyor without interruption.
This approach reduces the risk of exposure caused by push-arm mechanisms or other transfer devices that could disturb the liquid. While this method differs from standard container handling practices, it is recommended in applications involving caustic products where operator safety and spill prevention are top priorities. Contact Laub/Hunt for more information.

Laub\Hunt Packaging System’s filling platforms span a broad range of liquid behaviors, container types, and production goals. The right machine depends less on the label of the technology

Handling flammable and volatile liquids in industrial environments introduces significant risk of fire and explosion. Explosion-proof liquid filling machines and monobloc filler-cappers
Explosion-Proof Liquid Fillers and Monobloc Filler-Cappers - NEMA Ratings: NEMA 7 and NEMA 9 Explained – Part 2
